-
製品情報
-
ソーワイヤ
- 伸線技術の最先端
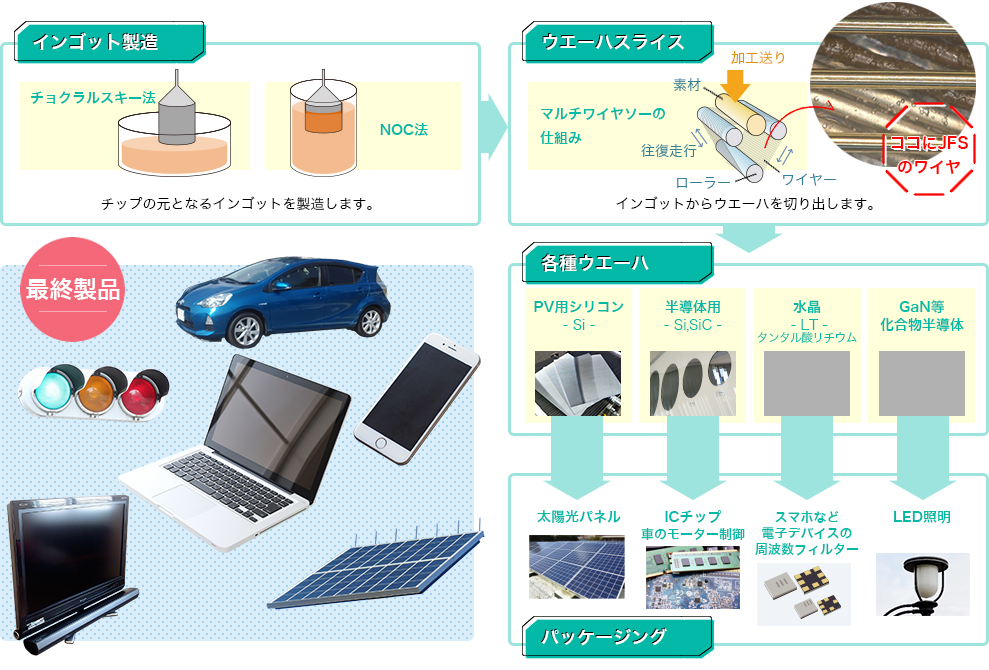
ソーワイヤについて
パソコンや太陽電池などの半導体で使用されるSiウェーハや、精密機器のフィルターに使用される水晶ウェーハなどは始めからウェーハ状で作られているわけではありません。これらはインゴット(塊)として作られ、幾つかの工程を経て、ウェーハ状にスライスされます。このとき、インゴットをウェーハ状にスライスするときにマルチワイヤソーが使用されます。このマルチワイヤソーでわたし達がつくっているソーワイヤが活躍しています。
ソーワイヤのソー(Saw)とはノコギリのことで、ノコギリのように切削用途として使うワイヤのことをソーワイヤと呼びます。ソーワイヤの素材としては、一般的に真鍮や銅めっきの施された高炭素鋼が使われています。
このソーワイヤをわたし達ジャパンファインスチールでは、長年培ってきた伸線加工技術で製造しています。
高い品質、サービスにより、お客様から高い評価をいただいていますが、現状に満足せず、品質及び顧客満足度の向上に日々たゆまない努力を続けています。
JFSのワイヤは皆さんの暮らしに無くてはならない多くの製品のために使われています。
ソーワイヤの製造方法
製造方法の詳細
クリックすると各工程の詳細が表示されます。
- 01前処理
-
前処理
 線材には線材製造の過程で酸化皮膜(スケール)が生成されています。これらのスケールは硬いので、そのままでは伸線加工に悪影響を及ぼします。よって、スケールを酸洗い法により完全に除去します。
線材には線材製造の過程で酸化皮膜(スケール)が生成されています。これらのスケールは硬いので、そのままでは伸線加工に悪影響を及ぼします。よって、スケールを酸洗い法により完全に除去します。
脱スケールした線材あるいは線には、乾式伸線での潤滑剤のダイスへの持込みを向上させるために、表面に皮膜処理を施します。
- 02乾式伸線
-
乾式伸線
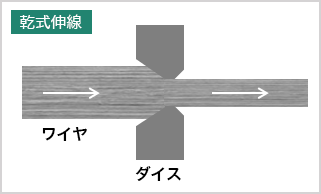 伸線工程では、線や線材をダイスに通して素材の断面積を小さくします。乾式伸線では7~10枚のダイスを用いて連続で伸線を行い、狙いの線径まで段階的に細くしていきます。
伸線工程では、線や線材をダイスに通して素材の断面積を小さくします。乾式伸線では7~10枚のダイスを用いて連続で伸線を行い、狙いの線径まで段階的に細くしていきます。
- 03熱処理
-
熱処理
乾式伸線工程で伸線された線には、更に伸線を行うためにパテンティングと呼ばれる熱処理が行われます。
この熱処理は線の金属組織を伸線加工に適したパーライト組織を得ることを目的としています。
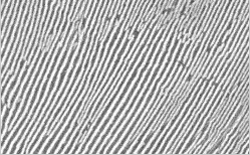
乾式伸線後の金属組織 熱処理後の金属組織
- 04めっき
-
めっき
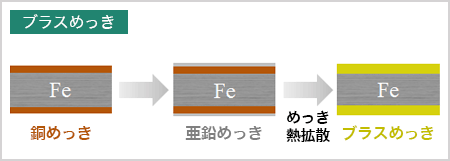 熱処理を行った線材の表面にブラスめっきを施します。熱処理を行った線材表面に銅、亜鉛の順にめっきを施し、この状態で拡散させることで伸線に適したブラスめっきが形成されます。このことにより、湿式伸線工程での伸線性が向上します。
熱処理を行った線材の表面にブラスめっきを施します。熱処理を行った線材表面に銅、亜鉛の順にめっきを施し、この状態で拡散させることで伸線に適したブラスめっきが形成されます。このことにより、湿式伸線工程での伸線性が向上します。
- 05湿式伸線
-
湿式伸線
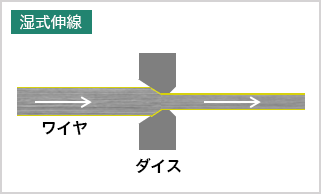 伸線工程では、線や線材をダイスに通して素材の断面積を小さくします。湿式伸線では原料にめっき線を用います。20~25枚のダイスを用いて連続で伸線を行い、狙いの線径まで段階的に細くしていきます。
伸線工程では、線や線材をダイスに通して素材の断面積を小さくします。湿式伸線では原料にめっき線を用います。20~25枚のダイスを用いて連続で伸線を行い、狙いの線径まで段階的に細くしていきます。
ソーワイヤの特徴
仕様について
| 線径 | 線径公差 | 偏径差 | 引張強さ | 破断力(目安) |
|---|---|---|---|---|
| (mm) | (mm) | (mm) | ( N/mm2 ) | (N) |
| 0.10 | ±0.001 | 0.001 | 3800±200 | 30 |
| 0.11 | ±0.001 | 0.001 | 3700±200 | 35 |
| 0.12 | ±0.001 | 0.001 | 3700±200 | 42 |
| 0.13 | ±0.001 | 0.001 | 3700±200 | 49 |
| 0.14 | ±0.001 | 0.001 | 3700±200 | 57 |
| 0.15 | ±0.001 | 0.001 | 3600±200 | 64 |
| 0.16 | ±0.001 | 0.001 | 3500±200 | 70 |
| 0.17 | ±0.001 | 0.001 | 3300±200 | 75 |
| 0.18 | ±0.001 | 0.001 | 3300±200 | 84 |
※弊社測定値
特徴
 (1)高強度
(1)高強度
独自の熱処理技術と伸線加工技術で材料の強度を3倍以上に高め、工業材料としては最高クラスの引張強さを誇っています。
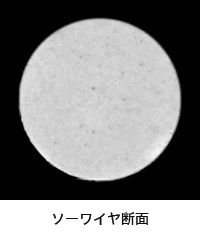
(2)高精度
長年培った伸線技術で、巻き始めから巻き終わりまで安定した寸法精度で真円に近いワイヤを提供します。
(3)長尺
長いものでは1000kmを超える1本もののワイヤを製造できます.徹底した現場管理で長手で安定した品質の製品を提供します。
☆もっと高強度なワイヤが欲しい!! ⇒ コアワイヤのページへ ☆もっと高速切断・高精度切断したい!! ⇒ ダイヤモンドソーワイヤのページへ
よくあるご質問
- QJFSではソーワイヤをいつ頃から製造しているのですか?
- A1996年ごろから製造を開始しています。長年培った伸線技術を活かし、今では世界中のお客さまにJFSのソーワイヤを使用していただいています。
- Q熱処理の必要性について教えてください。
- A金属製品の製造において熱処理を施す目的は様々ですが、JFSのソーワイヤにおいては、それまでの伸線加工により乏しくなったワイヤの加工性を改善させることを目的としています。約φ5mmの線材からφ0.12-0.16mmのソーワイヤを製造するためにはなくてはならない工程です。
- Q「乾式伸線」「湿式伸線」の違いは何ですか?
- A「乾式伸線」と「湿式伸線」の違いは伸線する際に使用する潤滑剤の違いです。乾式潤滑剤は粉末状の潤滑剤で、伸線の生産性を満足させるため、潤滑性の向上に主眼をおいています。湿式潤滑剤は液状の潤滑剤であり、仕上がり線の表面品質を満足させ、表面の光沢・後処理性をよくすることに主眼をおいています。
- QTS(引張り強さ)とは何ですか?
- ATS(引張り強さ)とは、ワイヤが破断(金属が衝撃や疲労が原因により破壊される事)する前の材料に表れる最大の引張り応力のことです。この数値が高いほど、その材料は「強」く、逆に低いと「弱」いということになります。
- Qソーワイヤはなぜ「300km」や「1000km」といったような「長さ」が必要なのですか?
- Aワイヤソーでは、セットしたワークを非常に遅い速度で動かしてスライスを行います。そのため、スライスが完了するまでには8-10時間の時間が必要になります(仕様により異なります)。その間、ワイヤは500-1000m/minの速度で走行し続けます。よって、ワイヤの長さは「300km」や「1000km」もの長さが必要となります。
- Qソーワイヤの製造には、どのような知識・技術が使われていますか?
- A塑性力学や材料学が主となりますが、前処理やめっき工程では電気や化学の知識・技術を、また熱処理工程では熱力学や物理化学の知識・技術が活かされています。